 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Maison
>
Des produits > Moule de pièces automobiles en plastique
>
Moulage par injection de couverture de lampe de voiture
Des produits
- Moule pour gros appareils électroménagers
- Moule pour petits appareils électroménagers
- Moule de pièces ménagères en plastique
- Moule en plastique pour équipement médical
- Moule en plastique pour installations de bureau
- Moule de pièces automobiles en plastique
- Moule de pièces de moto en plastique
- Moule de produits pour animaux de compagnie
- Moule en plastique pour chaise
- Moule de pièces industrielles en plastique
- Moulage par injection de caisse en plastique
- Moule en plastique pour produits pour enfants
- Moule en plastique à paroi mince
- Moule de préforme et de capuchon PET
- Moule de raccord de tuyau en plastique
- Produits en plastique
- Autres moules






Moulage par injection de couverture de lampe de voiture
En tant que fabricant professionnel, nous aimerions vous fournir un moule d’injection de couvercle de lampe de voiture de haute qualité. Et nous vous offrirons le meilleur service après-vente et une livraison rapide. Nous sommes un fabricant professionnel de moules par injection de couvercles de lampe de voiture en Chine, si vous souhaitez en savoir plus, vous pouvez nous contacter.
Les phares de voiture sont principalement utilisés pour l'éclairage, on peut dire qu'ils sont les yeux de la voiture, les phares de voiture sont destinés à tout le système d'éclairage de voiture collectivement, nous fabriquons donc ce moule de couvercle de phare de voiture avec soin.
Les phares de voiture sont principalement utilisés pour l'éclairage, on peut dire qu'ils sont les yeux de la voiture, les phares de voiture sont destinés à tout le système d'éclairage de voiture collectivement, nous fabriquons donc ce moule de couvercle de phare de voiture avec soin.
envoyer une demande
Description du produit
En tant que fabricant professionnel, nous aimerions vous fournir un moule d’injection de couvercle de lampe de voiture de haute qualité. Et nous vous offrirons le meilleur service après-vente et une livraison rapide.
Les exigences en matière d'apparence des lampes automobiles sont élevées, plusieurs pièces importantes sont les pièces transparentes, les pièces de galvanoplastie, etc., on peut dire que les exigences en matière d'apparence de la voiture des pièces les plus élevées sont la lampe, de sorte que les exigences de conception et de fabrication du moule sont très élevées.
Les principaux éléments d'éclairage d'une voiture ordinaire sont les phares avant et arrière. Différents feux de voiture ont une configuration différente, la même voiture selon la configuration haute et basse n'est pas la même.
Moulage par injection de couverture de lampe de voiture
Moule en plastique : moulage par injection de couvercle de lampe de voiture
Cavité du moule : 1+1
Canaux chauds : 4 gouttes avec serpentins chauffants « HOTSET », régulateur de température séparé
Acier pour cavité de moule : DIN 1.2738
Acier de noyau de moule : DIN 1.2312
Insert de curseur de moule : DIN 1.2738 avec nitruration
Activation de l'insert de noyau : 4 vérins hydrauliques
Matière plastique : ABS
Temps de cycle : 40 secondes
Délai de livraison : 50 jours
Toute autre exigence dont vous pouvez discuter avec nous.
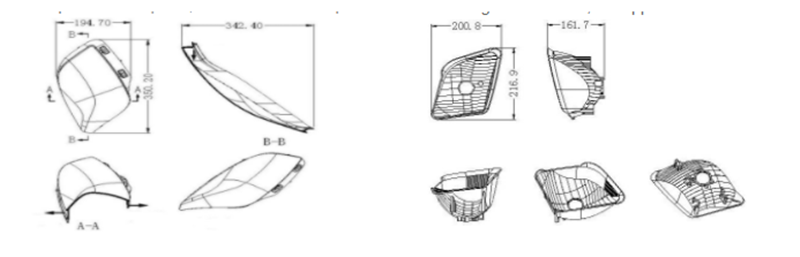
Présentation de la lampe de voiture
Les exigences en matière d'apparence des lampes automobiles sont élevées, plusieurs pièces importantes sont les pièces transparentes, les pièces de galvanoplastie, etc., on peut dire que les exigences en matière d'apparence de la voiture des pièces les plus élevées sont la lampe, de sorte que les exigences de conception et de fabrication du moule sont très élevées.
Les principaux éléments d'éclairage d'une voiture ordinaire sont les phares avant et arrière. Différents feux de voiture ont une configuration différente, la même voiture selon la configuration haute et basse n'est pas la même.
Les principaux composants des feux avant et arrière sont : les lentilles gauche et droite, les cadres décoratifs gauche et droit, les coques de feux droit et gauche et les rétroviseurs droit et gauche.

Car Lamp Appearance Requirements
1 . Lentille optique
Le produit est transparent, la face intérieure a le motif, la demande d'apparence est élevée
2 . Boîtier de décoration
L'apparence du produit est aluminisée et certaines zones doivent être givrées
3 . La coque de la lampe
Produits pour fonctions internes, trous de capuchon, trous de couverture arrière et autres exigences d'assemblage.
4 . Réflecteur
Produits de galvanoplastie, il existe des exigences strictes en matière de distribution de la lumière, d'apparence du placage d'aluminium
Structure de conception de moule
Le plastique de coque de lumière automobile est facile à adhérer au phénomène de moule fixe, pour résoudre la prévention de la conception de moule fixe en plastique de coque de lampe est :
* Avant la conception du moule, vérifiez si la pente de dégagement de la zone avec une grande force de serrage des pièces en plastique est supérieure à 3 degrés ou plus, et essayez de la concevoir à plus de 5 degrés pour éviter de coller le moule fixe et d'endommager le moule. pièces en plastique.
* Le motif inversé est conçu sur la face intérieure des pièces en plastique, où le moule est facile à coller et où la force d'étanchéité est grande. La profondeur du motif inversé est de 0,5 à 1 mm et le motif inversé est conçu près du coin arrondi des pièces en plastique.
* Concevez des barres de renfort sur la face intérieure des pièces moulées là où la force de serrage est importante, ou concevez un crochet inversé sur la tige de poussée.
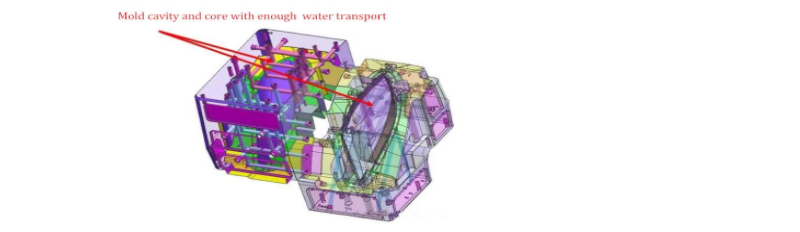
Le canal d'eau de refroidissement adopte la forme combinée de « conduite d'eau verticale + conduite d'eau inclinée + puits d'eau montante », et le système de refroidissement adopte de préférence une conduite d'eau verticale. Vient ensuite la conduite d’eau inclinée, puis UTILISE bien le type de cloison.
Le canal de refroidissement combiné est disposé uniformément et proche de la cavité, ce qui convient aux moules à injection avec de grands lots et une haute précision. Son inconvénient est que le traitement des conduites d'eau de refroidissement est plus problématique.
Dans la conception du moule, la zone présentant une grande force de maintien des pièces en plastique est due à la pente de la matrice de plus de 5 degrés et le motif inversé de 0,5 mm de profondeur est conçu du côté du moule en mouvement.
Par conséquent, l'éjection et le décapage du moule sont fluides, le mécanisme se déplace en douceur, le moule est sûr, stable et fiable, et le moule n'adhère pas au phénomène de moule fixe, résolvant avec succès le problème des pièces en plastique de la coque de lampe collant le moule fixe. Après un essai de production, le modèle présente un bon effet de chargement et une dimension stable.
Avantage de la société de moules Hongmei
- Conception gratuite : y compris la conception de pièces et la conception de moules
- Service : service en ligne 24 heures
- Équipement : Fraiseuses à grande vitesse à cinq axes
Fraiseuses à grande vitesse à trois axes
Fraiseuses CNC
Perceuses de trous profonds
Fraiseuses à grande échelle
Machines de gravure CNC
Étincelles électriques (EDM)
Coupe-fil
Contactez moi
Balises actives: Moulage par injection de couvercle de lampe de voiture, Chine, personnalisé, qualité, mode, nouveau style, vente chaude, populaire, pas cher, acheter, dernières ventes, vente en gros, le plus récent, prix bas, usine, fabriqué en Chine, prix, fabricants, fournisseurs, OEM, ODM, livraison à temps, échantillon gratuit
Étiquette de produit
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.








X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité