 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Conception de moules pour récipients alimentaires
Caractéristiques du produit:
1. Caractéristiques structurelles
La boîte de restauration rapide jetable présente une forme relativement grande et une fine épaisseur de paroi de 0,35 à 0,5 mm.
2. Caractéristiques d'utilisation
Exigences pour l'utilisation de boîtes de restauration rapide jetables : premièrement, une qualité fiable, y compris une résistance fiable des pièces en plastique, une belle apparence, non toxique et inoffensive ; deuxièmement, faible coût de fabrication, y compris les pièces en plastique uniques, poids léger, faible prix des matériaux et utilisation élevée des matériaux, production Le traitement est pratique et la production est suffisamment importante.
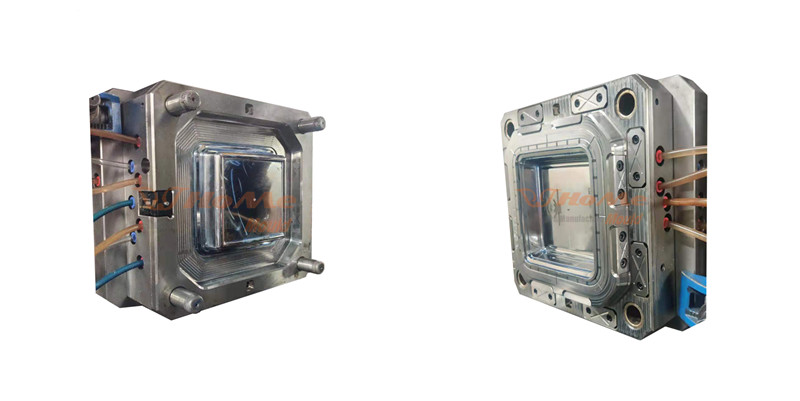
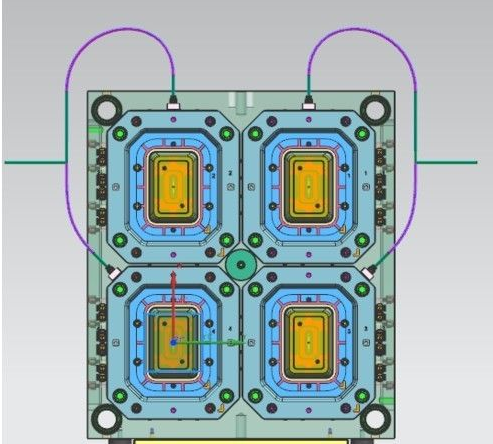
Conception de la structure du moule :
Compte tenu des caractéristiques globales des boîtes de restauration rapide jetables, la conception du moule adopte une structure de moule à deux plaques avec 4 cavités. De plus, le système de coulée, le système de refroidissement et le système d’éjection doivent être pris en compte.
1. Conception du système de coulée
Afin d'améliorer pleinement le taux d'utilisation du matériau et en raison de la faible fluidité du polypropylène (PP), une boîte à collation jetable d'une épaisseur de paroi d'environ 0,5 mm doit être moulée par injection dans un court laps de temps. Le système de coulée du moule doit adopter la forme d’un canal chaud. Le canal chaud présente les avantages suivants : ① économiser les matières premières ; ② peut améliorer la qualité de moulage des pièces en plastique ; ③ aider à améliorer l’efficacité de la production et faciliter la production automatisée. L'inconvénient est que la température du moule est trop élevée et qu'il faut veiller à un refroidissement suffisant, le coût de fabrication du moule augmentera. Compte tenu des avantages et des inconvénients des canaux chauds, l'utilisation finale du système à canaux chauds contribue à améliorer la qualité de moulage et l'efficacité de la production des pièces en plastique.
2. Conception du système de refroidissement
La fonction du système de refroidissement est de refroidir rapidement le moule et de contrôler la température du moule. Étant donné que la température du matériau PP pendant le moulage par injection est de 220 à 270 ℃, la conception raisonnable du système de refroidissement réduira considérablement le temps de refroidissement des pièces en plastique et raccourcira ainsi le cycle de moulage par injection. En raison de la structure particulière et des exigences du moule, le système de refroidissement utilise un refroidissement multi-boucles pour assurer pleinement le refroidissement des pièces en plastique moulées.
Étant donné que le moule utilise un système de canaux chauds, la température de la partie chaude de la buse sera relativement élevée et un système de refroidissement est également ajouté à la buse chaude du canal chaud.

3. Conception du système d'éjection
En raison de la grande forme de la boîte de restauration rapide jetable et de l'épaisseur de paroi relativement fine, les pièces en plastique ont une plus grande force de serrage sur les pièces du moule. Si un système de poussée de tige de poussée ordinaire est utilisé, il est facile de concentrer la force à la position du point de tige de poussée, et les marques de tige de poussée affecteront le plastique. La qualité de moulage des pièces sera brisée lorsque grave, entraînant des déchets. Si l'éjection de type plaque-poussoir est utilisée, le taux de rebut sera réduit, mais la structure à plaque-poussoir augmentera le mouvement excessif du moule, prolongera le cycle de production et réduira l'efficacité de la production.
Le moule utilise une structure d'éjection multipoint assistée par gaz. Une fois le moule ouvert, de l'air est soufflé dans la cavité à une certaine pression pour séparer les pièces en plastique du moule. L'éjection multipoint assistée par gaz présente les avantages suivants : premièrement, il est facile de contrôler la pression et la force d'éjection est uniforme, afin de ne pas faire exploser les pièces en plastique ; Deuxièmement, l'éjection assistée par gaz n'éjecte pas → réinitialise → rééjecte → réinitialise, seule la pression doit être contrôlée et le gaz peut être soufflé à temps. Économisez le temps de moulage et raccourcissez le cycle de moulage.
envoyer une demande


X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité